
اکستروژن پروفیل آلومینیوم در واقع یک فرآیند کار گرم است که در آن بیلت های آلومینیومی تحت فشار قرار گرفته و از یک مقطع با شکل مشخص که قالب نام دارد، عبور داده می شود. محصول خروجی، لوله – میله – پروفیل، در تمام طول خود دارای یک شکل مشخص می باشد.
بیلت اولیه آلومینیوم می تواند استوانه ای یا مستطیلی شکل باشد که با ریخته گری نیمه پیوسته تولید می شود. بیلت قبل از فرایند اکستروژن ممکن است ماشین کاری و هموژن سازی شده باشد.
اکستروژن پروفیل و مقاطع آلومینیوم به دو دسته ی اکستروژن مستقیم و اکستروژن غیرمستقیم دسته بندی می شود.
در اکستروژن مستقیم، سمبه با فشار آوردن به بیلت آلومینیومی، آن را از محفظه ی روزنه داری، به شکل خاص، عبور می دهد. دمای بیلت در دمای حدود ۴۰۰ درجه سانتی گراد نگه داشته می شود.
سرعتی که ماده از قالب خارج می شود، نرخ اکستروژن نامیده می شود که به نوع آلیاژ بستگی دارد. این نرخ می تواند چند ده متر در دقیقه برای آلیاژهای نرم تر مانند آلومینیوم سری ۶۰۰۰ باشد و یا کم تر از ۱ متر در دقیقه برای آلیاژهای سخت تر مانند آلیاژهای سری ۲۰۰۰ و ۷۰۰۰ باشد.
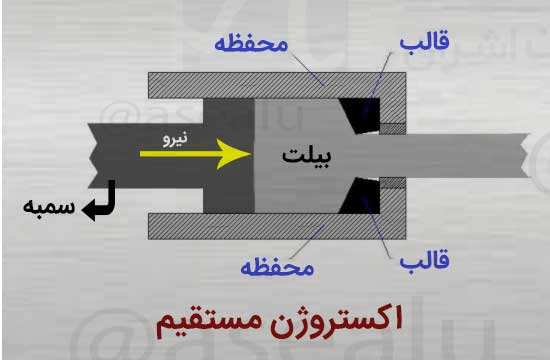
در اکستروژن مستقیم ، بخش عمده ای از نیروی پرس، حدود ۳۰ درصد، برای غلبه بر نیروی اصطکاک بین بیلت و محفظه ی نگه دارنده مصرف می شود. اکثر پروفیل های آلومینیوم با طول زیاد به این روش تولید می شوند.
در فرآیند اکستروژن غیرمستقیم، قالب در انتهای سمبه ی توخالی قرار می گیرد و با حرکت سمبه توخالی، قالب به بیلت درون محفظه فشار وارد می کند و محصول اکسترود شده ی مورد نظر از انتهای سمبه خارج می شود. در این روش بیلت نسبت به محفظه ساکن است و در نتیجه اصطکاک بسیار کم تر می باشد.
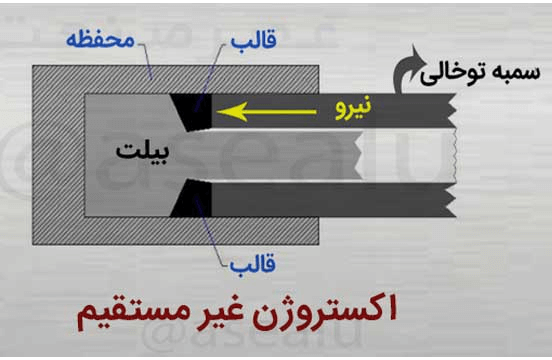
اکستروژن غیر مستقیم بیش تر برای تولید پروفیل های آلومینیوم با شکل متقارن، لوله و میلگردهای سری های آلومینیوم آلیاژی سخت همچون ۲۰۰۰ و۵۰۰۰ و ۷۰۰۰ که ظرفیت بیش تری برای کارگرم دارند استفاده می شود.


درباره این سایت